乙酸乙酯作为精细化工领域应用广泛的有机溶剂,其与水形成的混合体系因存在微溶关系,在乙酸乙酯萃取分离回收环节常面临效率与经济性的双重考验。目前,萃取精馏法已成熟应用于乙酸乙酯废液回收,通过工艺参数优化,可得到含量98.5%以上的乙酸乙酯产品。同时,针对乙酸乙酯-乙醇-水三元体系,萃取分离同样被验证具有良好的分离效果,在溶剂比1:1:1的条件下,可一次性获得99%高浓度乙酸乙酯,并同步回收95%乙醇溶液,乙酸乙酯得率达97%,且分离过程水耗可控。
在乙酸乙酯分离回收的工程实践中,乙酸乙酯萃取设备的选择直接决定了分离效率与运行稳定性。传统的萃取罐、萃取槽或萃取塔虽能满足基本功能,但存在占地面积大、分离时间长、操作自动化程度低等问题。
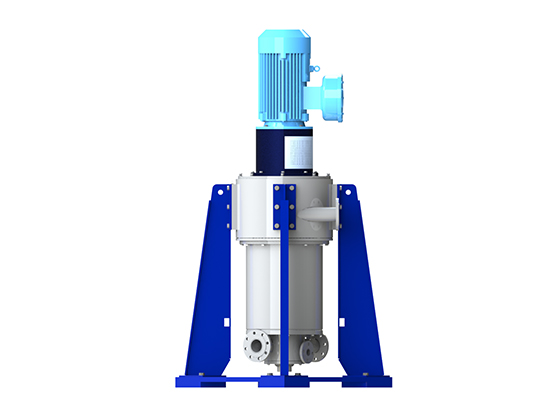
郑州天一萃取科技有限公司推出的CWL-M型离心萃取机,为乙酸乙酯萃取分离提供了更匹配的工程方案。作为新一代液液萃取设备,CWL-M型离心萃取机依靠离心力场实现两相快速混合与分离,有效缩短萃取时间,同时显著减少相间夹带,确保分离效果稳定可控。在实际应用中,该设备以连续化运行方式替代间歇式操作,全封闭设计改善了车间操作环境,并有效降低溶剂挥发损耗。
值得一提的是,该设备在能耗方面进行了优化,运行功率仅为传统离心萃取机的三分之一左右,在长时间连续运行场景下,这一节能优势将直接转化为生产成本控制。此外,CWL-M型离心萃取机不仅适用于乙酸乙酯-水、乙酸乙酯-乙醇-水等典型体系,在其他有机溶剂萃取分离场景中也具备良好的适应性与可拓展性。
在乙酸乙酯萃取分离单元的设计或升级改造中,选择具备高分离效率、低能耗和稳定运行特点的离心萃取设备,是实现绿色高效生产的关键路径之一。郑州天一萃取科技有限公司可针对具体物料体系提供工艺验证与设备选型支持,为用户定制契合实际工况的萃取分离解决方案。
更多相关文章推荐:《实验室小姐姐都在安利!CWL-M离心萃取机,乙酸乙酯分离快准狠~》
乙酸乙酯作为精细化工领域应用广泛的有机溶剂,其与水形成的混合体系因存在微溶关系,在乙酸乙酯萃取分离回收环节常面临效率与经济性的双重考验。目前,萃取精馏法已成熟应用于乙酸乙酯废液回收,通过工艺参数优化,可得到含量98.5%以上的乙酸乙酯产品。同时,针对乙酸乙酯-乙醇-水三元体系,萃取分离同样被验证具有良好的分离效果,在溶剂比1:1:1的条件下,可一次性获得99%高浓度乙酸乙酯,并同步回收95%乙醇溶液,乙酸乙酯得率达97%,且分离过程水耗可控。
在乙酸乙酯分离回收的工程实践中,乙酸乙酯萃取设备的选择直接决定了分离效率与运行稳定性。传统的萃取罐、萃取槽或萃取塔虽能满足基本功能,但存在占地面积大、分离时间长、操作自动化程度低等问题。
郑州天一萃取科技有限公司推出的CWL-M型离心萃取机,为乙酸乙酯萃取分离提供了更匹配的工程方案。作为新一代液液萃取设备,CWL-M型离心萃取机依靠离心力场实现两相快速混合与分离,有效缩短萃取时间,同时显著减少相间夹带,确保分离效果稳定可控。在实际应用中,该设备以连续化运行方式替代间歇式操作,全封闭设计改善了车间操作环境,并有效降低溶剂挥发损耗。
值得一提的是,该设备在能耗方面进行了优化,运行功率仅为传统离心萃取机的三分之一左右,在长时间连续运行场景下,这一节能优势将直接转化为生产成本控制。此外,CWL-M型离心萃取机不仅适用于乙酸乙酯-水、乙酸乙酯-乙醇-水等典型体系,在其他有机溶剂萃取分离场景中也具备良好的适应性与可拓展性。
在乙酸乙酯萃取分离单元的设计或升级改造中,选择具备高分离效率、低能耗和稳定运行特点的离心萃取设备,是实现绿色高效生产的关键路径之一。郑州天一萃取科技有限公司可针对具体物料体系提供工艺验证与设备选型支持,为用户定制契合实际工况的萃取分离解决方案。
更多相关文章推荐:《实验室小姐姐都在安利!CWL-M离心萃取机,乙酸乙酯分离快准狠~》